Š½¤Æė═įOéõĄ─ųŲįņ╣ż╦ć┼c▓─┴Ž▀xō±
ĻPµIūųŻ║Š½¤Æė═įOéõ ░l(f©Ī)▓╝Ģrķg:2025─Ļ09į┬11╚š
ę╗Īó║╦ą─ųŲįņ╣ż╦ć
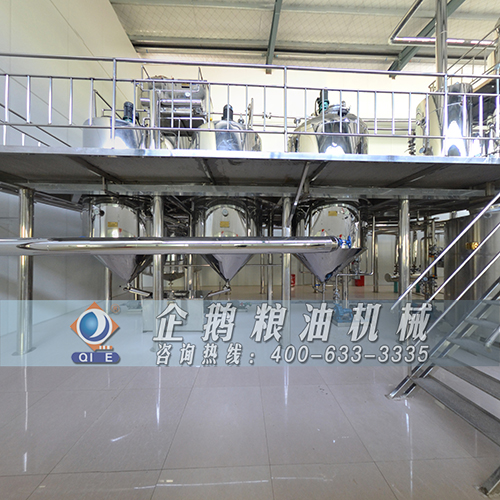
Š½¤Æė═įOéõĄ─ųŲįņąĶĮY(ji©”)║Žė═ų¼Š½¤ÆĄ─╬’└Ē╗»īW╠žąįŻ¼═©▀^─ŻēK╗»įOėŗĪóŠ½├▄╝ė╣ż┼cūįäė╗»┐žųŲ╝╝ągīŹ¼F(xi©żn)Ė▀ą¦╔·«a(ch©Żn)ĪŻŲõ║╦ą─╣ż╦ć░³└©Ż║
─ŻēK╗»įOėŗ┼c╝»│╔
Ė∙ō■(j©┤)Š½¤Æ┴„│╠Ż©├ō─z→├ō╦ß→├ō╔½→├ō│¶→├ōŽ×Ż®īóįOéõäØĘų×ķ¬Ü┴ó─ŻēKŻ¼╚ń├ō─z╣▐ĪóēA¤ÆÕüĪó├ō╔½╦■Ą╚Ż¼Ė„─ŻēK═©▀^Ę©╠m╗“┐ņ╦┘ĮėŅ^▀BĮėŻ¼▒Ńė┌░▓čbĪóŠSūo║═╔²╝ēĪŻ
Š½├▄╝ė╣ż┼c├▄ĘŌ╝╝ąg
ĻPµI▓┐╝■Ż©╚ń├ō│¶╦■ĪóōQ¤ßŲ„Ż®ąĶ▓╔ė├öĄ(sh©┤)┐žÖC┤▓╝ė╣żŻ¼┤_▒Ż│▀┤ńŠ½Č╚≤0.05mmŻ¼£p╔┘Įķ┘|(zh©¼)ą╣┬®’LļUĪŻ
├▄ĘŌĮY(ji©”)śŗ▓╔ė├ļpČ╦├µÖCąĄ├▄ĘŌ╗“┤┼┴”├▄ĘŌŻ¼┼õ║Ž─═Ė▀£žĘ·Ž─zOą═╚”Ż¼┐╔│ą╩▄265ĪµĖ▀£ž║═5kPašµ┐šČ╚Ż¼▒▄├Ōš¶Ų¹╗“ė═ų¼ą╣┬®ĪŻ
¤ßĮ╗ōQ┼c╣Ø(ji©”)─▄įOėŗ
├ō│¶╣żą“▓╔ė├░Õ╩ĮōQ¤ßŲ„╗“┬▌ą²└@╣▄╩ĮōQ¤ßŲ„Ż¼═©▀^─µ┴„ōQ¤ßīóš¶Ų¹Ž¹║─ĮĄĄ═ų┴300kg/ćŹė═Ż©é„Įy(t©»ng)įOéõ╝s420kg/ćŹė═Ż®ĪŻ
├ō╔½╣żą“Ą─▓Č─ŁŲ„įOėŗ×ķČÓīė▓©╝y░ÕĮY(ji©”)śŗŻ¼┐╔╗ž╩š95%ęį╔ŽĄ─░ū═┴Ę█ēmŻ¼£p╔┘įŁ┴Ž└╦┘MĪŻ
ūįäė╗»┐žųŲ╝╝ąg
╝»│╔£žČ╚Īóē║┴”Īó┴„┴┐é„ĖąŲ„┼cPID┐žųŲŽĄĮy(t©»ng)Ż¼īŹ¼F(xi©żn)ĻPµIģóöĄ(sh©┤)Ą─īŹĢr▒O(ji©Īn)£y┼cūįäėš{(di©żo)╣Ø(ji©”)ĪŻ└²╚ńŻ¼├ō╦ß╣żą“═©▀^į┌ŠĆ╦ßųĄÖz£yāxĘ┤üöĄ(sh©┤)ō■(j©┤)Ż¼ūįäėš{(di©żo)š¹ēAę║┴„┴┐Ż¼┤_▒Żųą║═Ę┤æ¬═Ļ╚½ĪŻ
▓┐ĘųĖ▀Č╦įOéõ┼õéõ╣╩šŽį\öÓŽĄĮy(t©»ng)Ż¼┐╔╠ßŪ░ŅAŠ»įOéõ«É│ŻŻ©╚ń▌S│ą£žČ╚▀^Ė▀Īóšµ┐šČ╚▓©äėŻ®Ż¼ĮĄĄ══ŻÖC’LļUĪŻ
Č■Īó▓─┴Ž▀xō±┼cąį─▄ę¬Ū¾
▓─┴Ž▀xō±ų▒Įėė░ĒæįOéõē█├³Īó─═Ė»╬gąį║═╩│ŲĘ░▓╚½Ż¼ąĶĖ∙ō■(j©┤)Įķ┘|(zh©¼)╠žąįĪó£žČ╚ē║┴”Śl╝■▀Mąąßśī”ąį▀xą═Ż║
Įėė|ė═ų¼▓┐╝■
▓╗õPõō304/316LŻ║▀mė├ė┌├ō─zĪó├ō╦ßĪó├ō╔½Ą╚╣żą“Ż¼─═┬╚ļxūėĖ»╬gŻ©╚ń¹}╦«├ō─z╣ż╦毮Ż¼╩╣ė├ē█├³▀_15─Ļęį╔ŽĪŻ
╩│ŲĘ╝ēŌü▓─Ż║ė├ė┌├ō│¶╦■ā╚(n©©i)╝■Ż¼┐╔─═╩▄265ĪµĖ▀£ž║═╦ßąįÜŌ¾wŻ©╚ńFFAš¶s«a(ch©Żn)╬’Ż®Ż¼▒▄├ŌĮī┘ļxūė╬█╚Šė═ų¼ĪŻ
╣■╩Ž║ŽĮC-276Ż║ßśī”Ė▀╦ßārė═┴ŽŻ©╚ń├ū┐Ęė═Ż®Ą─Š½¤ÆŻ¼į┌120ĪµĪópH=2Ą─ÅŖĖ»╬gŁh(hu©ón)Š│Ž┬╚į─▄▒Ż│ųĘĆ(w©¦n)Č©ĪŻ
ĮY(ji©”)śŗų¦ō╬▓┐╝■
╠╝õōQ345BŻ║ė├ė┌įOéõ═ŌÜżĪóų¦╝▄Ą╚ĘŪĮėė|▓┐╬╗Ż¼═©▀^ćŖ╔░╠Ä└ĒŻ©Sa2.5╝ēŻ®║═Łh(hu©ón)č§Ė╗õ\ĄūŲ߯©Ė╔─ż║±Č╚≥80μmŻ®Ę└Ė»Ż¼│╔▒Š▌^▓╗õPõōĮĄĄ═40%ĪŻ
▓Ż┴¦õōŻ©FRPŻ®Ż║ė├ė┌├ō│¶╦■Ą─▒Ż£žīėŻ¼ī¦¤ßŽĄöĄ(sh©┤)āH0.035W/(m·K)Ż¼┐╔£p╔┘¤ß┴┐ōp╩¦20%ĪŻ
├▄ĘŌ┼cęr└’▓─┴Ž
Š█╦─Ę·ęꎮŻ©PTFEŻ®Ż║ū„×ķ├ō─z╣▐öć░Ķś¬Ą─ęr└’▓─┴ŽŻ¼┐╔─═╩▄80Īµ¤ß╦«║═ēAąįŁh(hu©ón)Š│Ż©pH=12Ż®Ż¼─”▓┴ŽĄöĄ(sh©┤)Ą═ų┴0.04Ż¼£p╔┘─▄║─ĪŻ
Ž─zęr└’Ż║▓╔ė├ČĪ╗∙Ž─zŻ©IIRŻ®ęr└’ēA¤ÆÕüŻ¼┐╔Ė¶ļxÜõč§╗»Ōc╚▄ę║┼c╠╝õō╗∙¾wŻ¼─═╗»īWĖ»╬gąįā×(y©Łu)ė┌╠ņ╚╗Ž─z3▒ČĪŻ
╠ž╩Ō╣żør▓─┴Ž
Ą═£žõō09MnNiDRŻ║ė├ė┌├ōŽ×╣żą“Ą─└õģs▒P╣▄Ż¼į┌-15ĪµŁh(hu©ón)Š│Ž┬╚į▒Ż│ųĒgąįŻ¼▒▄├Ō└õ┤ÓöÓ┴čĪŻ
├╔─╦Ā¢║ŽĮ400Ż║ßśī”äė╬’ė═Š½¤Æųą║¼┴“ļs┘|(zh©¼)Ż©╚ńH₂SŻ®Ą─╣żørŻ¼─═Š∙ä“Ė»╬g╦┘┬╩≤0.025mm/─ĻĪŻ
╚²Īó╣ż╦ć┼c▓─┴Žģf(xi©”)═¼ā×(y©Łu)╗»░Ė└²
╚½▀B└m(x©┤)╩Į┤¾Č╣ė═Š½¤ÆŠĆ
╣ż╦ćäō(chu©żng)ą┬Ż║▓╔ė├“ķgĮė╩Įā╚(n©©i)═Ō╝ė¤ßĘ©”Ż¼═©▀^┬▌ą²└@╣▄╩ĮōQ¤ßŲ„īŹ¼F(xi©żn)š¶Ų¹┼cė═ų¼Ą──µ┴„ōQ¤ßŻ¼¤ßą¦┬╩╠ßĖ▀40%ĪŻ
▓─┴Ž╔²╝ēŻ║├ō│¶╦■ā╚(n©©i)▒┌ćŖ═┐╠╝╗»╣ĶŻ©SiCŻ®═┐īėŻ©║±Č╚0.5mmŻ®Ż¼ė▓Č╚▀_HV2500Ż¼┐╔Ąų┐╣░ū═┴Ņw┴ŻĄ──źōpŻ¼čėķLįOéõē█├³ų┴10─ĻĪŻ
äė╬’ė═Š½¤ÆįOéõ
╣ż╦ćĖ─▀MŻ║į┌├ō╦ß╣żą“║¾į÷╝ė“Č¼╗»▀^×V”─ŻēKŻ¼═©▀^Ą═£žĮY(ji©”)Š¦Ż©5ĪµŻ®║═░Õ┐“▀^×VÖCĘųļx’¢║═ų¼ĘŠ╦߯¼╠ßĖ▀│╔ŲĘė══Ė├„Č╚ĪŻ
▓─┴Ž▀xō±Ż║╝ė¤ß▒P╣▄▓╔ė├310S▓╗õPõōŻ©║¼25%CrĪó20%NiŻ®Ż¼į┌280ĪµĖ▀£žŽ┬╚į▒Ż│ų┐╣č§╗»ąįŻ¼▒▄├Ōé„Įy(t©»ng)╠╝õō▒P╣▄ęūĮY(ji©”)╣ĖĄ─å¢Ņ}ĪŻ
ąĪą═ķgą¬╩ĮŠ½¤ÆįOéõ
╣ż╦ć║å╗»Ż║║Ž▓ó├ō─z┼c├ō╦ß╣żą“Ż¼═©▀^“╦ß╗»-╦«╗»-ļxą─”ę╗¾w╗»įOėŗŻ¼┐sČ╠å╬┼·┤╬╠Ä└ĒĢrķgų┴4ąĪĢrĪŻ
▓─┴ŽĮĄ▒ŠŻ║įOéõų„¾w▓╔ė├╠╝õō+▓Ż┴¦õōÅ═║ŽĮY(ji©”)śŗŻ¼ā╚(n©©i)īė▓Ż┴¦õō║±Č╚3mmŻ¼═Ōīė╠╝õō║±Č╚5mmŻ¼│╔▒Š▌^╚½▓╗õPõōįOéõĮĄĄ═60%ĪŻ
╚ń╣¹─·ąĶę¬┴╦ĮŌĖ³ČÓŻ¼ÜgėŁų┬ļŖÓŹų▌Ų¾∙ZŻ¼ļŖįÆ0371-63388876ĪŻ